
Bahasa
Pencarian Produk
Bahasa
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Berita Perusahaan
DMAIC - Memfasilitasi Peningkatan Kualitas Suku Cadang Mesin yang Berkelanjutan
2025-09-19Mengikuti kebijakan mutu perusahaan dan filosofi manajemen "Puaskan Diri Sendiri, Puaskan Pelanggan, Jujur dan Dapat Dipercaya, dan Berjuang untuk Keunggulan", kami terus menyediakan produk dengan efektivitas biaya lebih tinggi dan kualitas lebih stabil kepada pelanggan. Baru-baru ini, di bengkel permesinan, terdapat fenomena dimana dimensi kunci atau toleransi geometrik dari beberapa proses utama tidak stabil setelah pemrosesan dan gagal memenuhi persyaratan kontrol 6 - Sigma. Manajemen perusahaan sangat mementingkan hal ini dan telah mempromosikan bengkel tersebut untuk membentuk satuan tugas peningkatan kualitas bengkel. Gugus tugas ini terdiri dari para pemimpin dari departemen terkait, insinyur terkait, pemimpin tim, dan karyawan produksi lini depan. Dengan menggunakan metode perbaikan 6 - Sigma DMAIC, kampanye peningkatan kualitas yang komprehensif telah diluncurkan. Melalui serangkaian kegiatan perbaikan seperti penyelidikan latar belakang, pengumpulan data, ringkasan masalah, analisis penyebab, dan perumusan langkah-langkah perbaikan jangka pendek dan jangka panjang, pekerjaan peningkatan kualitas telah dilaksanakan sepenuhnya. Kegiatan perbaikan ini secara komprehensif telah meningkatkan kemampuan praktis para manajer dan karyawan akar rumput dalam memahami, menerapkan dan mempromosikan alat perbaikan 6 - Sigma secara paralel. Ini membantu mengurangi variasi dan fluktuasi karakteristik kualitas suku cadang mesin, sehingga meningkatkan kualitas produksi motor secara keseluruhan dan membantu menyediakan produk dengan kualitas lebih baik kepada pelanggan.
Proses perbaikan DMAIC mencakup lima fase: Tentukan, Ukur, Analisis, Tingkatkan, dan Kontrol. Kelima fase ini merupakan metode peningkatan kualitas proses penuh, dan setiap fase terdiri dari beberapa langkah kerja. Berikut ini adalah penjelasan singkat tentang perbaikan masalah koaksialitas ruang bantalan depan dan belakang serta runout permukaan ujung rakitan yang tidak stabil setelah perakitan dasar mesin bertopang ganda dan rakitan ruang bantalan:
01 Tentukan
Anggota tim yang relevan mengadakan pertemuan peningkatan kualitas khusus dan menggunakan brainstorming untuk menentukan tujuan peningkatan tim:
• a) Masalah: Koaksialitas lubang dalam mesin halus pada dudukan bantalan rakitan dasar mesin bertopang ganda tidak stabil. Setelah perakitan, hal ini akan menyebabkan runout ruang bantalan seluruh dasar mesin melebihi toleransi, yang tidak memenuhi persyaratan gambar.
• b) Sasaran Perbaikan: Tingkat kerusakan kurang dari 200 PPM, dan runout ruang bantalan kurang dari 0,05 mm.

02 Ukur
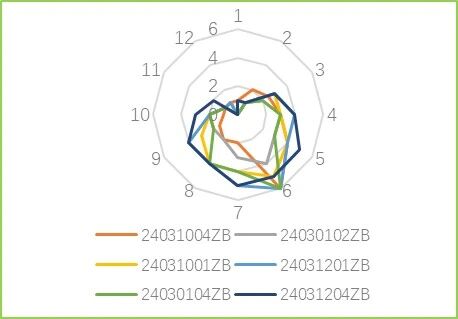
Tim peningkatan merancang tabel parameter yang mempengaruhi kualitas terkait dengan proses pemesinan. Berdasarkan tabel ini, operator dari proses terkait mengumpulkan data, termasuk proses dan dekomposisi proses, pengaturan parameter pemotongan, pengaturan parameter utama perkakas dan perlengkapan, pengaturan posisi dan gaya penjepit, serta parameter terkait lainnya. Setelah pengumpulan data selesai, bagan radar digunakan untuk membuat evaluasi objektif terhadap efektivitas sistem pengukuran saat ini.
• A. Tentukan Parameter Evaluasi
Dengan menggunakan diagram tulang ikan sebab - akibat untuk melakukan brainstorming, buatlah daftar kemungkinan faktor penyebab yang mempengaruhi dalam 5M2E (Manusia, Mesin, Bahan, Metode, Pengukuran, Lingkungan, Energi) dan kumpulkan sumber data dalam bentuk daftar. Misalnya korelasi antara gaya penjepit dan deformasi, korelasi antara kecepatan perkakas mesin dan pengaturan parameter pemotongan, serta parameter keakuratan perkakas mesin.
• B. Kumpulkan Data
Setelah mengkonfirmasi karakteristik kualitas utama dan variabel keluaran proses utama, cari tahu variabel masukan proses utama. Insinyur proses memandu karyawan untuk mengumpulkan data.
• C. Evaluasi Data Terukur
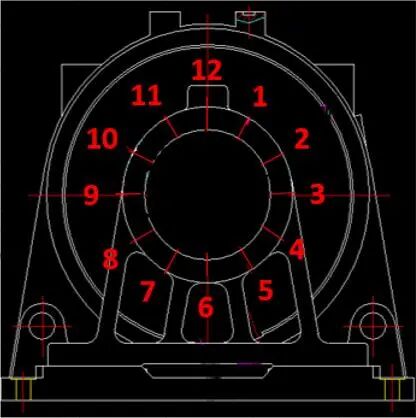
Berdasarkan sumber data yang dikumpulkan dari variabel proses utama, hitung data statistik seperti mean, varians, dan standar deviasi. Gambarlah diagram Pareto, diagram kendali X/R, atau diagram radar untuk analisis lebih lanjut. Misalnya, melalui grafik data radar, kita dapat melihat bahwa runout lubang bagian dalam dudukan bantalan rakitan dasar mesin disebabkan oleh deformasi lubang bagian dalam dudukan bantalan. Berdasarkan kesimpulan ini, kita dapat menganalisis penyebabnya secara tepat sasaran.
03 Analisis
Tim menggunakan alat analisis seperti PFMEA (Process Failure Mode and Effects Analysis) dan diagram tulang ikan untuk melakukan analisis penyebab yang mendalam pada data yang dikumpulkan dan menemukan akar penyebabnya. Hal ini termasuk mengidentifikasi distribusi data, tren perubahan, mengidentifikasi outlier, menganalisis hubungan antar variabel proses, dan menentukan akar penyebab potensi masalah. Dengan membangun hubungan antara masalah dan penyebabnya, tim dapat membentuk pemahaman mendalam tentang sifat masalah dan meletakkan landasan untuk merumuskan solusi yang efektif. Misalnya, melalui analisis grafik radar data runout lubang bagian dalam dudukan bantalan, kita dapat menyimpulkan bahwa penyebab masalah ini antara lain pengaruh kekakuan pemesinan dan gaya sentrifugal pemesinan terhadap runout. Menurut prinsip DOE (Design of Experiments), rencana perbaikan dirancang untuk memverifikasi apakah hipotesis penyebab valid, dan kemudian akar permasalahan ditemukan.
04 Meningkatkan
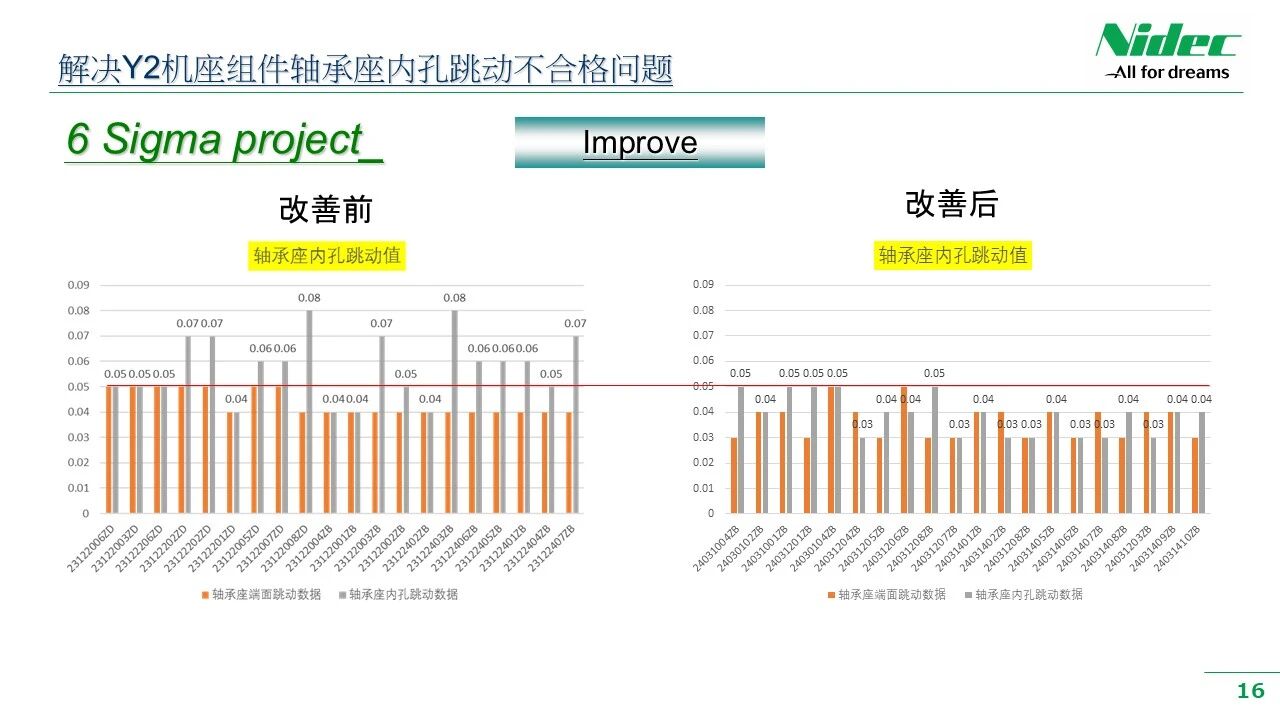
Berdasarkan hasil analisis dan verifikasi, tim mengusulkan dan menerapkan solusi yang ditargetkan. Hal ini mungkin melibatkan optimalisasi proses, peningkatan teknologi, peningkatan operasi dan aspek lainnya. Penting bagi tim untuk memverifikasi efektivitas solusi untuk memastikan bahwa solusi tersebut dapat memberikan hasil yang diharapkan dalam operasi sebenarnya. Setelah verifikasi berhasil, tim akan memperbarui deskripsi proses dan metode operasi untuk memastikan bahwa solusi baru dapat distandarisasi dan hasil perbaikan dapat dipromosikan selama proses pemesinan. Misalnya, ketika memecahkan masalah kehabisan perakitan dasar mesin seri Y2, tim kami mengusulkan solusi yang ditargetkan berdasarkan hasil yang dianalisis dalam fase Analisis. Solusi ini mencakup penambahan titik penyangga pada posisi dudukan bantalan yang ditangguhkan, penambahan pelat baja pada kaki dasar alat berat untuk meningkatkan kekakuan, dan penambahan beban penyeimbang di seberang kaki dasar alat berat. Kemudian dilakukan uji coba verifikasi pengolahan satu per satu untuk memastikan bahwa data verifikasi pengolahan telah memenuhi tujuan yang diharapkan tim, dan akhirnya ditemukan solusi yang efektif.

05 Kontrol
Fase Pengendalian merupakan mata rantai terakhir dari metode DMAIC dan juga merupakan kunci untuk menjamin keberlangsungan hasil perbaikan. Pada fase ini, tim akan merumuskan dan menerapkan rencana pengendalian, termasuk pemantauan proses, penanganan abnormal, dan perbaikan berkelanjutan. Dengan memantau kinerja proses secara berkala dan menyesuaikan strategi pengendalian, tim dapat memastikan bahwa proses selalu dalam keadaan terkendali dan mencegah masalah terulang kembali.
Melalui penerapan khusus alat peningkatan Six Sigma DMAIC di beberapa tim peningkatan bengkel permesinan, kesadaran dan kemampuan praktis seluruh karyawan untuk terus menggunakan alat ini guna meningkatkan kualitas proses telah ditingkatkan. Hal ini telah merangsang inovasi dan peningkatan vitalitas semua karyawan di bengkel, mempromosikan penerapan metode DMAIC secara ekstensif dan mendalam dalam proyek peningkatan di masa depan, sangat meningkatkan kemampuan semua karyawan di bengkel permesinan untuk menganalisis dan memecahkan masalah kualitas yang tidak normal, dan memungkinkan karyawan untuk menemukan kesenangan dalam belajar, berlatih dan menikmati hasil perbaikan dalam proses perbaikan.
Rekomendasi Berita

Gulungan gigi tunggal modular untuk stator, menetapkan standar baru untuk produksi yang sangat efisien
2026-03-02
Aktivitas Kualitas Antara Mesin Traksi Lift Nidec Cina dan India
2026-03-02
NIDEC Elevator Motors Mendirikan Pabrik Baru di India
2025-12-13
"Perjalanan Layanan Melintasi Sepuluh Ribu Mil" NIDEC Elevator Motors ke-19 Dimulai dengan Hangat Hari Ini!
2025-12-13
Menerobos Kemacetan Pengujian Industri dengan Sistem Analisis Bentuk Gelombang FFT yang Dikembangkan Secara Independen
2025-10-31